TL;DR:
- Enzyme engineering in industrial biotech involves systematically modifying enzymes to meet commercial process demands. The approach integrates gene design, host selection, and process conditions to create scalable solutions beyond simple mutagenesis. Successful strategies include directed evolution, rational and semirational design, and AI-assisted methods, with integration into process development being crucial.
Enzyme engineering in industrial biotech is the systematic modification of enzyme sequence, expression, and process context to meet the performance demands of commercial bioprocesses. The field has moved well beyond single-point mutagenesis. Today, end-to-end optimization spans gene design, host selection, fermentation tuning, and immobilization, all treated as one interconnected system. Methods like directed evolution, rational design, semirational design, and AI-assisted protein language models each address different constraints. Understanding when to apply each approach, and how to connect it to downstream process requirements, is what separates a lab result from a scalable industrial enzyme application.
What are the main enzyme engineering techniques used in industrial biotech?
Directed evolution, rational design, semirational design, and AI-assisted generative methods are the four core strategies in biotechnology enzyme design. Each targets a different stage of the sequence-to-performance problem.

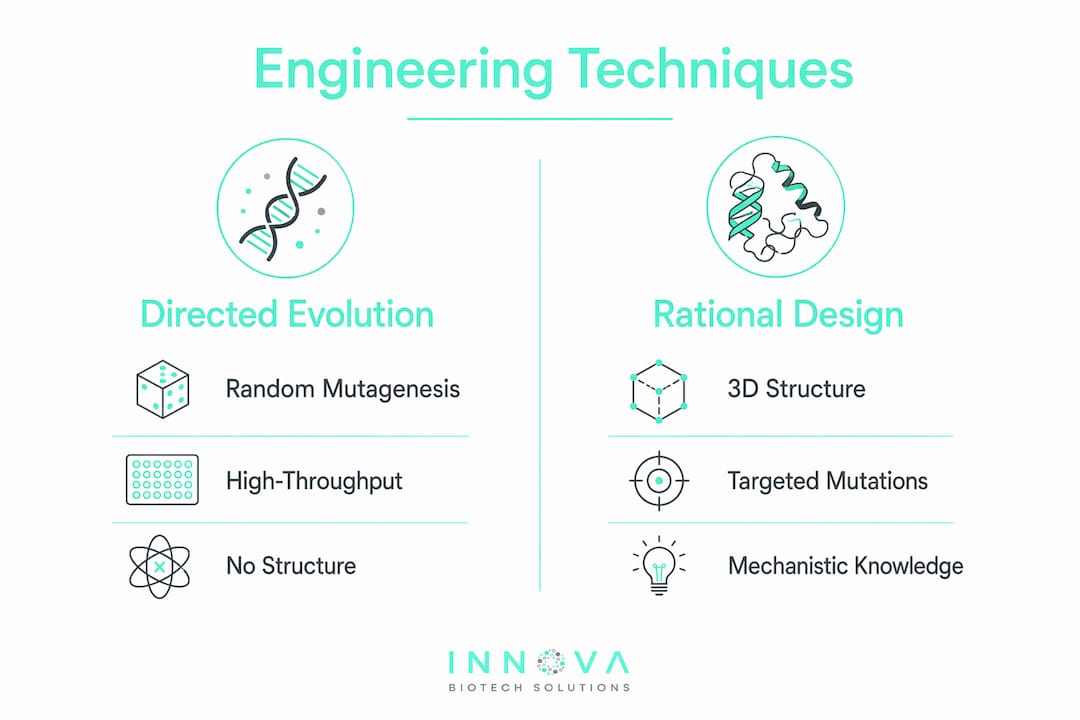
Directed evolution
Directed evolution applies iterative rounds of random mutagenesis and high-throughput screening to generate enzyme variants with improved properties. It requires no structural knowledge, which makes it the default choice when a crystal structure is unavailable or when the fitness landscape is poorly understood. The tradeoff is library size. Screening tens of thousands of variants per round demands automation and robust assay formats. Directed evolution remains the most validated approach for improving thermostability and solvent tolerance in industrial enzyme applications.
Rational and semirational design
Rational design uses three-dimensional structural data and mechanistic knowledge to target specific residues for substitution. Tools like Rosetta and AlphaFold2 support structure prediction and energy minimization, reducing the experimental search space significantly. A computationally assisted rational design workflow combining signal peptide engineering, disulfide bond design, and chaperone co-expression produced xylanase variants with measurably improved thermostability and catalytic efficiency for biomass hydrolysis. Semirational design combines both worlds: computational site selection narrows the mutation space, and a focused library covers the shortlisted positions experimentally.
AI-assisted enzyme design
AI tools for enzyme engineering now include sequence prediction, mutation prioritization, and de novo generative design using protein language models. In the EnzyArena benchmark, zero-shot fitness predictors outperformed supervised kinetic-parameter predictors under matched experimental conditions. That result matters because it challenges the assumption that more training data always produces better predictions. Benchmarking AI tools under controlled, matched assay conditions before committing to a design campaign is now considered best practice.
| Approach | Best use case | Key limitation |
|---|---|---|
| Directed evolution | Unknown structure, broad fitness search | High screening throughput required |
| Rational design | Known structure, targeted property | Requires accurate structural model |
| Semirational design | Focused library, moderate throughput | Needs partial structural knowledge |
| AI-assisted generative | Novel sequences, mutation ranking | Requires rigorous experimental validation |
Pro Tip: Choose directed evolution when you have a working assay but no structure. Switch to rational or semirational design once you have a validated hit and a structural model, then use AI tools to prioritize the next round of mutations rather than replace wet-lab screening.
How to optimize enzyme production, expression, and folding for industrial scale
Catalytic performance on paper means nothing if the enzyme cannot be produced at sufficient yield and quality. Production scaling depends as much on expression yields and operational robustness as on catalytic properties. Integrated approaches that address gene design, host biology, and fermentation together improve economic feasibility at scale.
The following steps reflect current best practice for taking an engineered enzyme from sequence to manufacturing:
-
Gene optimization and codon usage. Codon-optimize the target sequence for the chosen expression host. Pichia pastoris, Bacillus subtilis, and Aspergillus niger each have distinct codon preferences that directly affect translation efficiency and protein yield.
-
Promoter and signal peptide selection. Strong, inducible promoters control expression timing and reduce metabolic burden on the host. Signal peptide engineering directs secretory export, which simplifies downstream purification and reduces intracellular aggregation.
-
Chaperone co-expression. Molecular chaperones like GroEL/GroES in E. coli or PDI and Ero1 in yeast assist correct folding of complex or disulfide-rich enzymes. The xylanase study cited above used chaperone co-expression alongside computational site selection to achieve both higher secretion and improved thermostability.
-
Host strain and metabolic engineering. Selecting or engineering a host strain with reduced protease activity, improved secretory capacity, or modified glycosylation patterns directly affects product quality. Metabolic engineering of central carbon flux can redirect resources toward recombinant protein synthesis.
-
Fermentation and downstream processing. Fed-batch and continuous fermentation strategies control dissolved oxygen, pH, and inducer concentration to maximize volumetric productivity. Downstream steps, including centrifugation, ultrafiltration, and chromatography, must be co-designed with the expression system to preserve enzyme activity.
Pro Tip: Design your purification tag and cleavage strategy at the same time as your expression construct. Removing a His-tag after purification adds cost and time. If the tag does not interfere with activity or immobilization, leaving it in place is often the better industrial decision.
What immobilization techniques improve enzyme stability and reuse in industrial reactors?
Immobilization converts a soluble enzyme into a recoverable, reusable catalyst. The choice of immobilization method directly affects activity retention, operational stability, and total process economics.
Key factors that determine immobilization success include:
- Binding chemistry. Covalent attachment via epoxy, aldehyde, or NHS-ester carriers provides strong bonds but can restrict conformational flexibility. Adsorption and ionic binding preserve flexibility but risk enzyme leaching under process conditions.
- Carrier compatibility. Immobilization efficiency depends more on binding chemistry, enzyme conformational freedom, and carrier compatibility than on nominal loading. Upstream expression and purification quality greatly influence how well an enzyme binds and retains activity on a given support.
- Conformational freedom. Enzymes immobilized with short linkers or in sterically crowded configurations lose active-site accessibility. Spacer arms and oriented immobilization strategies address this directly.
Packed-bed reactors using immobilized cells demonstrate what is achievable at industrial scale. Immobilized E. coli using κ-carrageenan and PEI achieved stable cadaverine production for over 200 hours in a packed-bed reactor, with catalyst productivity 19-fold higher than free cells and titers reaching 112 g/L. That result shows that whole-cell immobilization can match or exceed purified enzyme performance when the carrier system is correctly matched to the host organism.
Multi-enzyme cascades introduce an additional design challenge: preventing cross-migration between enzyme populations. Core-satellite immobilization architectures address this by spatially separating enzyme functions on distinct carrier particles. One published system achieved 92.91% initial activity recovery and retained 64.41% activity after seven reuse cycles in tandem biocatalysis. Compartmentalization prevents intermediate inhibition and preserves the kinetic balance between cascade steps.
Pro Tip: Co-develop your immobilization protocol with your expression and purification workflow, not after it. The purity, glycosylation state, and surface chemistry of the enzyme leaving the bioreactor determine which carrier and binding chemistry will work. Retrofitting immobilization to a finished process almost always costs activity.
How to integrate enzyme engineering with reaction and process optimization
Sequence optimization alone does not solve industrial bioprocess problems. Successful industrial enzyme engineering couples protein design with reaction engineering and process intensification to address constraints that no amount of mutagenesis can fix.
The integration workflow follows a clear logic:
-
Define the reaction engineering constraints first. Identify the target pH range, temperature window, solvent tolerance requirement, and substrate concentration before designing variants. Engineering a thermostable enzyme for a process that runs at 30°C wastes resources.
-
Design for the actual substrate environment. Kinetic and thermostability parameters validated in clean buffer often fail to predict performance in industrial slurries with high solids loading, competing substrates, and inhibitory byproducts. Validate variants in process-relevant conditions early.
-
Build multi-enzyme cascades with equilibrium in mind. ω-Transaminase reactions face thermodynamic equilibrium constraints that require co-substrate recycling or product removal strategies. AI and AlphaFold-assisted workflows now support cascade design by predicting compatible enzyme pairs and identifying potential steric conflicts at the active site.
-
Apply process intensification at the right scale. Enzyme dosage optimization for lignocellulosic biorefineries shows that minimum effective loading, not maximum enzyme concentration, drives economics. A lower enzyme dose achieving ≥40 g/L ethanol titer in pilot studies demonstrates that overdosing adds cost without proportional yield benefit.
-
Troubleshoot at the system level. When a variant performs well in screening but fails at scale, the cause is usually substrate mass transfer, product inhibition, or pH drift rather than catalytic insufficiency. Instrument the pilot reactor before concluding that the enzyme needs further engineering.
Reviewing 2026 enzyme engineering case studies across ω-transaminases, xylanases, and cadaverine-producing whole-cell biocatalysts confirms one consistent pattern: teams that co-design the enzyme and the process outperform those that hand off a finished protein to process development.
Pro Tip: Run a design-of-experiments study on your top three enzyme variants simultaneously with your first process parameter screen. You will identify variant-by-process interactions that a sequential approach would miss entirely.
Key takeaways
Enzyme engineering in industrial biotech succeeds when sequence design, expression optimization, immobilization, and process engineering are treated as one integrated system rather than sequential handoffs.
| Point | Details |
|---|---|
| Choose the right design method | Match directed evolution, rational design, or AI tools to your structural knowledge and screening capacity. |
| Optimize expression end to end | Gene optimization, signal peptides, chaperones, and host strain selection all affect final yield and quality. |
| Co-develop immobilization early | Carrier chemistry and enzyme surface properties must be matched before process scale-up begins. |
| Validate in process conditions | Kinetic data from clean buffer rarely predicts performance in industrial slurries or high-solids reactors. |
| Integrate process engineering | Reaction constraints like pH, solvent tolerance, and substrate load must inform enzyme design from the start. |
Where enzyme engineering in industrial biotech is actually heading
The field has a consensus problem. Most published enzyme engineering work still reports sequence-to-activity improvements measured in clean buffer at lab scale. The gap between that data and industrial performance is where most projects fail, and it is not discussed nearly enough.
What I have seen work consistently is treating the bioprocess as the design constraint, not the endpoint. Teams that define their reactor conditions, substrate environment, and economic targets before they design a single variant make better decisions at every subsequent step. They do not over-engineer thermostability for a mesophilic process. They do not optimize kcat in isolation when Km under process conditions is the binding constraint.
AI tools are genuinely useful now, particularly protein language models for mutation prioritization. But the EnzyArena benchmarking data is a useful corrective: zero-shot predictors outperform supervised models under matched conditions, which means the confidence many teams place in heavily trained models is not always warranted. Prospective experimental validation is not optional. It is the only way to know if the model is working for your specific target.
The most underrated skill in this field is immobilized biocatalyst optimization. Researchers spend months engineering a sequence and then hand it to a process team that has never seen the protein before. Carrier selection, binding chemistry, and conformational freedom are not afterthoughts. They determine whether a brilliant enzyme variant becomes a commercial product or a publication.
The teams winning in 2026 are the ones running expression, immobilization, and process screens in parallel, not in sequence. Automation and integrated data platforms make that possible at a cost that was not realistic five years ago. If your organization is still running these as serial handoffs, that is the first thing to fix.
— Hooman
Innovabiotech's enzyme engineering services for industrial biotech
Innovabiotech works with industrial biotech teams that need more than sequence optimization. The San Francisco-based team combines computational protein design, AI-assisted mutation ranking, and expression system engineering to address the full production and process stack.
Whether your project involves enzyme optimization services for a lignocellulosic biorefinery, a multi-enzyme cascade for asymmetric synthesis, or a whole-cell immobilization system for continuous production, Innovabiotech builds the workflow around your specific reactor and economic constraints. The team also supports protein and chimeric enzyme design using computational modeling and validated AI tools. Every project runs from initial sequence design through expression validation with full technical transparency at each stage.
FAQ
What is enzyme engineering in industrial biotech?
Enzyme engineering in industrial biotech is the systematic modification of enzyme sequence, expression systems, and process conditions to meet the performance and stability requirements of commercial bioprocesses. It covers directed evolution, rational design, AI-assisted methods, and immobilization strategies.
How does directed evolution differ from rational design?
Directed evolution uses iterative random mutagenesis and screening without requiring structural knowledge, while rational design uses three-dimensional structural data to target specific residues. Semirational design combines both by using computational site selection to focus experimental libraries.
What role do AI tools play in enzyme engineering?
AI tools including protein language models and generative design platforms now support mutation prioritization and de novo sequence design. Zero-shot fitness predictors have outperformed supervised kinetic models in benchmarking studies, but prospective experimental validation remains required before committing to a design campaign.
Why does immobilization matter for industrial enzyme applications?
Immobilization converts a soluble enzyme into a recoverable, reusable catalyst that can operate continuously in packed-bed reactors. Carrier compatibility, binding chemistry, and enzyme conformational freedom determine activity retention and reuse longevity more than nominal enzyme loading does.
How should enzyme engineering be integrated with process development?
Enzyme design should start from defined reactor conditions, substrate environment, and economic targets rather than treating process development as a downstream step. Validating variants under process-relevant conditions early, including high-solids slurries and real substrate matrices, prevents costly failures at pilot scale.